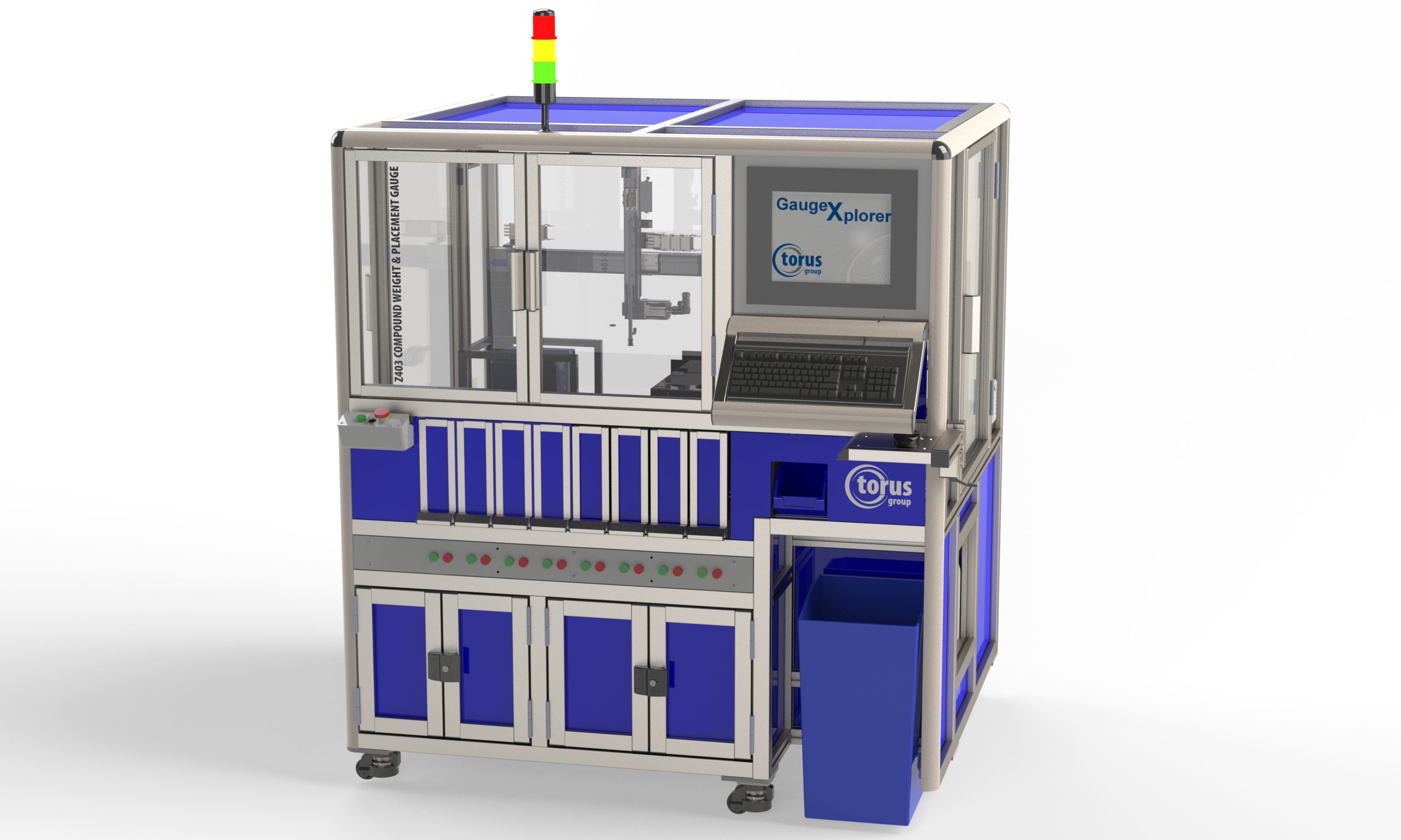
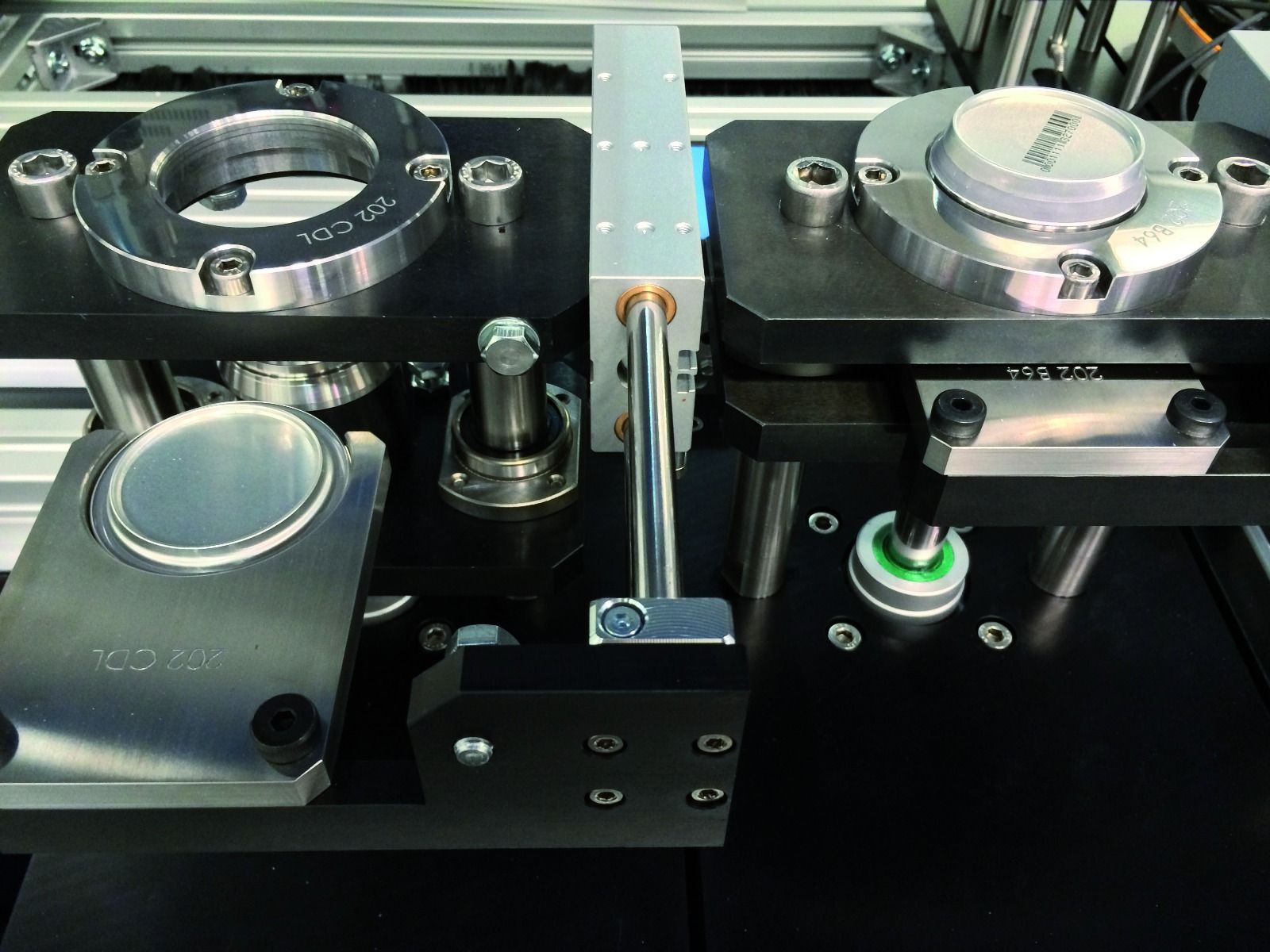


By adopting a similar strategy to the existing manual process, Torus have incorporated state of the art printing technology to label each shell with specific information related to the module, liner, sample, date and time.
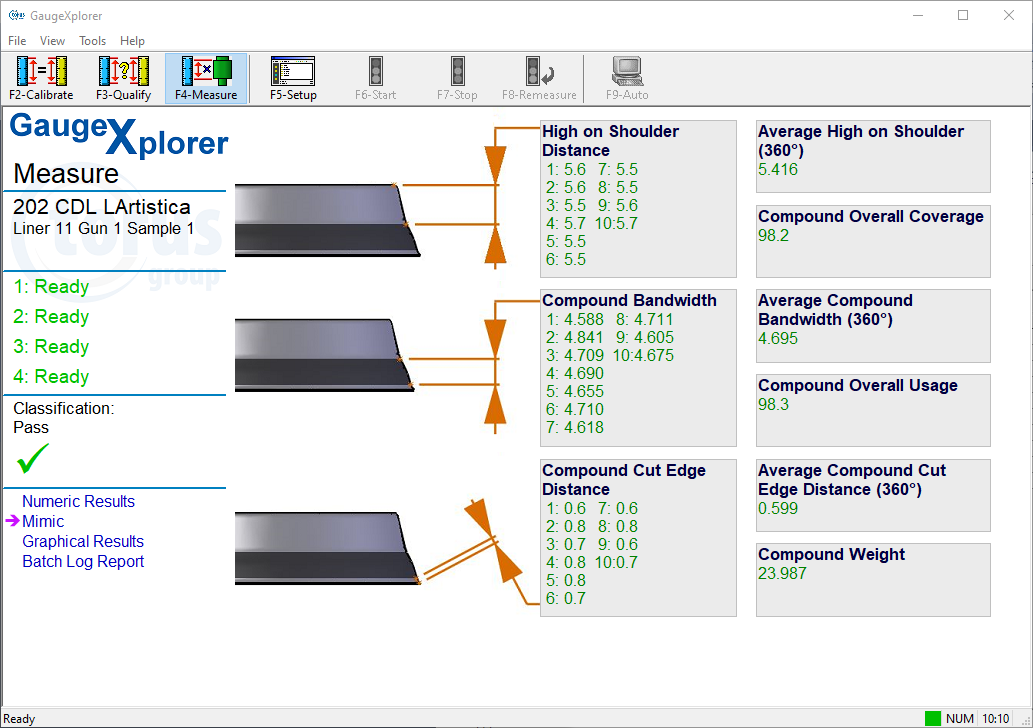
Measurement Features
Technical Specification