


In our previous discussion we reviewed how the weight of PET beverage bottles has been reduced since the year 2000. We also looked at how the reduction in material has made proper distribution of the plastic throughout the bottle ever more critical.
Getting the material to all the right places, however, is only part of the challenge. The way in which the PET polymer chains are positioned is also critical to ensuring that the bottle has enough strength and stiffness to meet the needs of the application. This orientation is particularly important for pressurized beverages, such as carbonated drinks. In today’s discussion, we will take a closer look at this orientation and how it is affected by design and the blow molding process.
As a class of materials, polymers are processed and have their characteristic mechanical properties because their molecules are long chains made up of many repeat units. PET polymer resins for use in beverage bottle applications have average molecular weights around 60,000 grams/mole. Given the chemical structure of PET as shown in Figure 1, this average molecular weight corresponds to approximately 300 repeat units (n = 300).
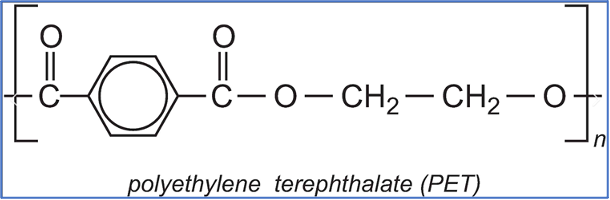
Figure 1. The chemical structure of PET polymer chain with “n” repeat units.
A preform and its corresponding 500 ml bottle are shown in Figure 2. During the blow molding process, the preform body is stretched in both the radial (horizontal as shown in photo) and axial (vertical as shown in photo) directions. The chains in the preform body will have no preferred orientation, as illustrated in Figure 3a. After blow molding and stretching in both the radial and axial directions, chains will have orientation in both directions, as illustrated in Figure 3b. This orientation increases the strength and tensile modulus (stiffness resistance to tensile loading).

Figure 2. PET preform and resulting bottle after reheat stretch blow molding.
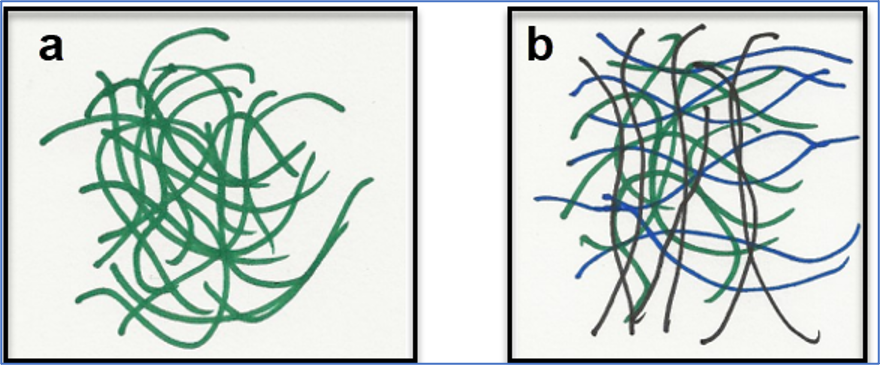
Figure 3. Diagram “a” shows (green) PET chains with no orientation, as they are in a preform. Diagram “b” shows some (black) chains oriented axially and some (blue) chains oriented radially after biaxial stretching as in the blow molding process.
This increase in strength and stiffness of the PET is particularly important for carbonated beverages. These beverages are loaded with carbon dioxide at concentrations that can generate pressures in the bottle on the order of 70 to 100 psi (4.8 to 6.9 bar). The resulting tensile force on the bottle will cause the bottle to expand beyond allowed limits and potentially burst if the material does not have enough rigidity and strength to resist it.
PET bottles also gain tensile strength and rigidity from strain induced crystallinity. As a bottle is rapidly stretched in the axial direction by the blow molding stretch rod, some of the PET polymer chains will fold into a crystalline arrangement. This crystallinity will add structural integrity and tensile resistance to the bottle sidewall.
Both orientation and strain induced crystallization are maximized by stretching and blowing a bottle at the lowest feasible temperature and the highest feasible rate of displacement. These parameters must be optimized while also achieving adequate material distribution, in-specification body dimensions, and good cosmetic appearance.
Excessive expansion of bottles filled with carbonated beverages will lead to lower and less consistent beverage fill lines. Bottles that have expanded beyond specifications that are filled with the correct amount of product will look like they have been underfilled or have lost product. Overexpanded bottles may have a shape that does not match design due to distortion. Labels wrapped around and glued to bottles that overexpand after filling may partially or even completely peel and fall away from the bottles.
In order to confirm that a blow molding process is producing bottles with adequate resistance to internal pressure, an expansion test can be conducted on a bottle burst and expansion tester. In this test a bottle is filled with water and pressurized to a predetermined high pressure, then held at that pressure for a fixed period of time. The amount of expansion during the test can be compared to expansions measured for known good bottles. For example, if properly blown bottles that perform well in the field are known to expand by 10% in volume during this test, the expansion of process test bottles should not exceed 10% by more than the specified tolerance. A bottle undergoing an expansion test in the Torus B303 Bottle Burst Gauge is shown in Figure 4.
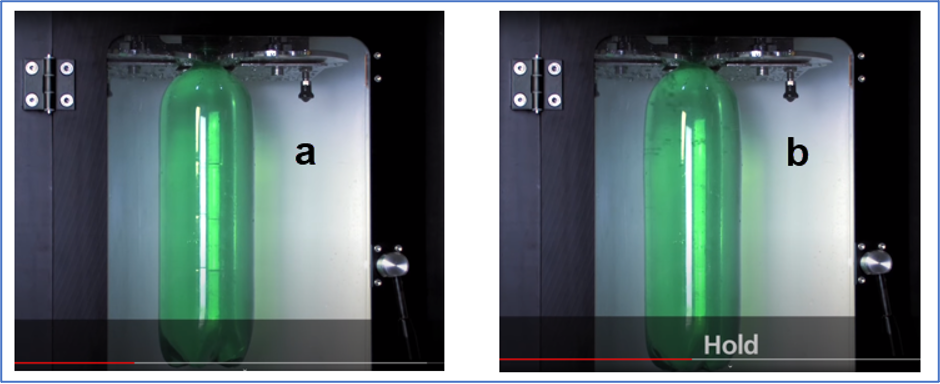
Figure 4. Bottle undergoing expansion test in burst gauge. Shot “b” shows the bottle later in the pressure hold than shot “a.” Note that even the best commercial bottles will expand during this test.
In order to evaluate expansion resistance with a greater degree of detail, a thermal creep stability test may be conducted. In this test, critical diameters and the height of the test bottle are measured before filling. The bottle is filled with carbonated product or water and the package is stored at a constant temperature. Typically, this temperature is higher than standard room temperature to simulate worst case storage in a hot environment, which increases the internal pressure in the package. After a specified period of time stored at constant temperature, the critical bottle dimensions are measured again and the percent change in those dimensions is calculated. Each dimension will have a specified maximum amount of change allowed during the test.
These tests are becoming more critical as bottle weights continue to be reduced where possible and as designs in many cases become more complex. Torus Group offers the B303 Bottle Burst Gauge for conducting volume expansion testing and the B302 TBT (Thread Body Thickness) Gauge for conducting critical dimension measurements for thermal creep stability testing.
Demonstration videos of this bottle testing equipment can be viewed at:
B303 YouTube link https://www.youtube.com/watch?v=21WQGN4zGbo
B302 YouTube link https://www.youtube.com/watch?v=5BK3uUVUEWM
Please contact us with any questions. We will be happy to discuss this topic and Torus solutions in more detail.
